
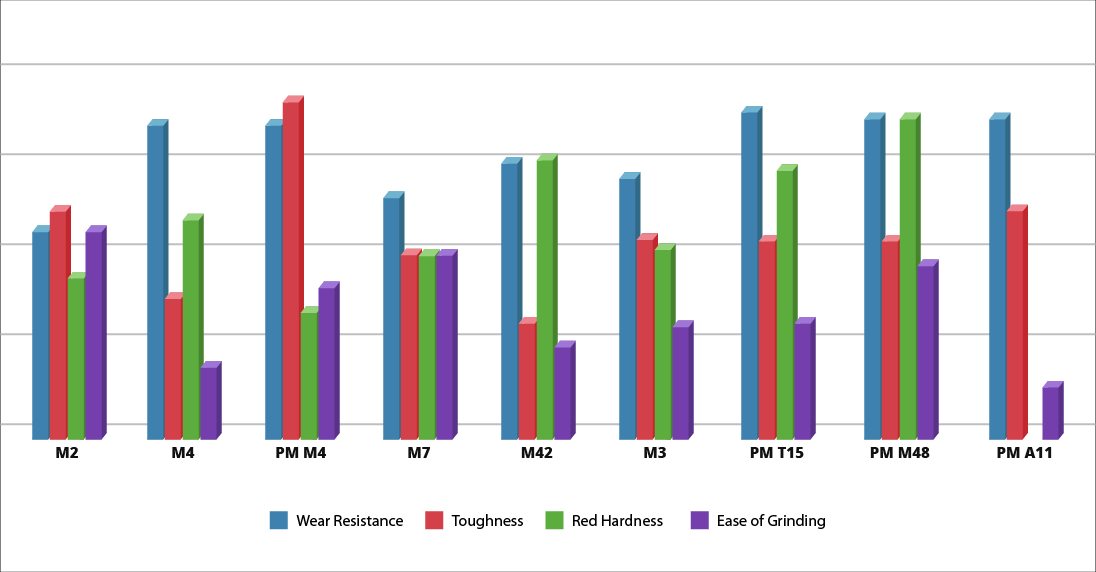
PM T15 high speed steel is a flexible steel that provides a unique combination of high wear-resistance with high impact toughness and bend strength, which are results of the fine grain size, small carbides and superior cleanliness of the steel. PM T15 offers improved cutting tool life compared to conventionally-wrought M1, M2, M7 and other lower-alloyed high-speed steels. It excels in cold work tooling applications, outlasting high-carbon, high-chromium die steels such as D2 and D3.
Other Known Names: 1.3202, ASP 2015, CPM T15®, SKH 10, HS 12-0-5-5, S399
Griggs Steel Color Code:Purple
Broaches, End Mills, Form Tools, Hobs, Tabs, and Cut Off Blades.
Density
0.296 lb/in3 (8193 kg/m3)
Specific Gravity
8.19
Modulus Of Elasticity
30 x 106 psi (207 GPa)
Machinability
40-45% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 1.6 | 4 | 12.25 | - | 4.9 | 5 | 275 | 66 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1550/1600 | 1500/1550 | 2200/2250 | Salt/Oil/Atm | 1025/1050 |
Heat rapidly from the preheat.
To maximize toughness, use the lowest temperature.
To maximize hot hardness, use the highest temperature.
Pressurized gas, warm oil, or salt.
For pressurized gas, the furnace should have a minimum quench pressure of 4 bars. A quench rate of approximately 400°F (222°C) per minute to below 1000°F (538°C) is critical to obtain the desired properties.
For oil, quench until black, about 900°F (482°C), then cool in still air to 150-125°F (66-51°C).
For salt maintain at 1000-1100°F (538-593°C), equalize in the salt, then cool in still air to 150-125°F (66-51°C).
Temper immediately after quenching.
Typical temperature range is 1000-1100°F (538-593°C). Do not temper below 1000°F (538°C). Hold at temperature for 2 hours then air cool to ambient temperature. Triple tempering is required.
Annealing must be performed after hot working and before re-hardening
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1550-1600°F (843-871°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 30°F per hour (15°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.