
M42 is a molybdenum series high-speed steel alloy with an additional 8 or 10 percent cobalt. It is widely used in metal manufacturing industries because of its superior red hardness as compared to more conventional high-speed steels. This allows for shorter cycle times in production environments due to its higher cutting speeds and from the increase in time between tool changes. M42 is also less prone to chipping when used for interrupted cuts and costs less when compared to those same tools made of carbide.
Other Known Names: 1.3247, HS 2-10-1-8, S500, E M42, REX M42®, Dynamax.
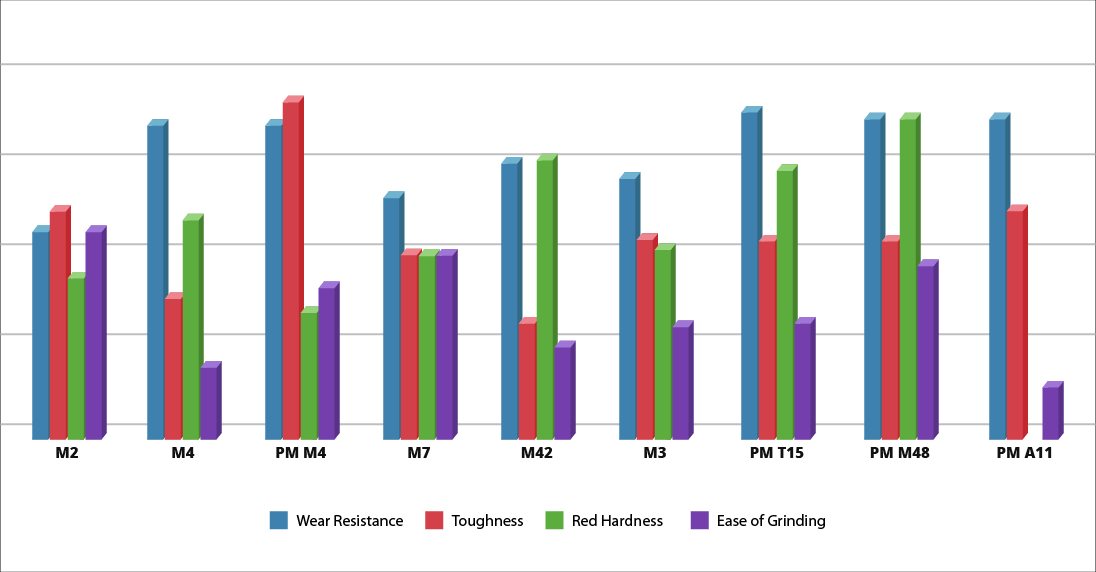
Griggs Steel Color Code:Red
End Mills, Blades, Taps, Reamers, Broaches, Form Tools, Thread Roll Dies, Punches, Header Tooling, and Milling Cutters.
Density
0.282 lb/in3 (7806 kg/m3)
Specific Gravity
7.81
Modulus Of Elasticity
30 x 106 psi (207 GPa)
Machinability
35-40% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 1.1 | 3.9 | 1.6 | 9.5 | 1.2 | 8.25 | 277 | 67 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1575/1650 | 1500/1550 | 2125/2175 | Salt/Oil/Atm | 1025/1050 |
Heat rapidly from the preheat.
To maximize toughness, use the lowest temperature. To maximize hot hardness, use the highest temperature.
Annealing must be performed after hot working and before re-hardening
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1575-1650°F (857-899°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 50°F per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.