
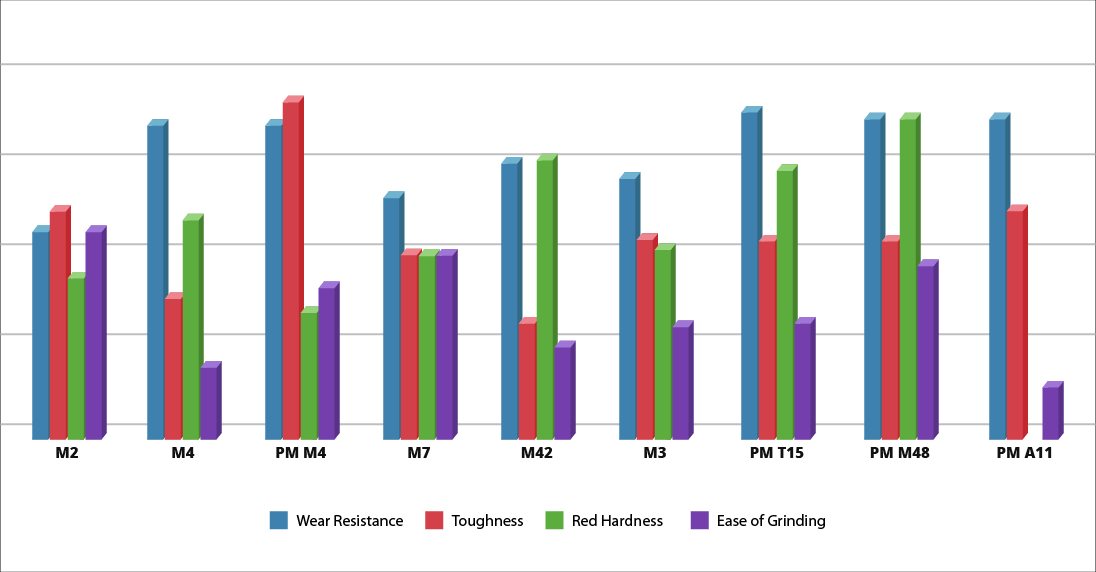
M3 high-speed steel contains carbon and vanadium levels that are intermediate between those of M2 and M4. This gives the steel a fine balance of wear-resistance and grindability, and provides superior resistance to abrasion and edge breakdown. This makes M3 high-speed steel a superb tool material for form tools and roll turning for severe cutting operations. An increase in tool life will also be experienced in the machining of heat-treated sections, castings and similar hard materials.
Other Known Names: REX M3-1®, PM M3, Corsair
Griggs Steel Color Code: Blue
Broaches, Blades, Form Tools, and Reamers
Density
0.295 lb/in3 (8166 kg/m3)
Specific Gravity
8.17
Modulus Of Elasticity
30 x 106 psi (207 GPa)
Machinability
37-42% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 1.05 | 4.15 | 6.15 | 5.75 | 2.5 | - | 255 | 66 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1550/1600 | 1500/1550 | 2185/2210 | Salt/Oil/Atm | 1025/1050 |
Heat rapidly from the preheat.
Pressurized gas, warm oil, or salt. For pressurized gas, a rapid quench rate to below 1000°F (538°C) is critical to obtain the desired properties. For oil, quench until black, about 900°F (482°C), then cool in still air to 150-125°F (66-51°C). For salt maintained at 1000-1100°F (538-593°C), equalize, then cool in still air to 150-125°F (66-51°C).
Temper immediately after quenching. Typical tempering range is 1025-1050°F (552-566°C). Hold at temperature for 2 hours, then air cool to ambient temperature. Double tempering is required. Triple tempering is strongly recommended.
Annealing must be performed after hot working and before re-hardening
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1550-1600°F (843-871°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 50°F per hour (28°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.